
The need for higher feed rates for high
productivity machining has driven spindle speeds to levels thought impossible at
the start of the modern CNC era twenty years ago.
Turning cutting tools faster has productivity benefits but also introduces
new problems in toolholding as the physics of rotating masses become dominant.
It’s just not enough to tighten a collet’s drawbar with a box wrench
anymore.
Today, balance, form factor and multiple modes of vibration are some of the
factors that must be considered if an operation needs to take advantage of the
maximum performance offered by today’s machines and cutting tools.
Critical Tool Attributes for Good Holding
Does the cutting tool affect holding ability? More than many machinists and
engineers realize. The amount of available shank for gripping is a significant
factor. BIG KAISER recommends the following lengths:

(Photo courtesy of RobbJack Corp.)
It’s important not to forget the other factors.
Polished shanks reduce friction, as does the cleanliness of both the shank
and toolholder. Oil and coolants reduce gripping power. Cutter shank roundness
is often assumed to be close enough to perfect to ignore, but in reality a 25
millionths tolerance is necessary for high-speed performance.
Similarly, ISO h6 tolerance of the tool’s shank diameter is important,
which for smaller tools can mean 0-6 micron repeatability. Most shops lack the
ability to check low micron diameter tolerances, so a good tool supplier is
essential here.
The Importance of Vibration
Vibration is a fact of life in dynamic systems. Whether it’s a tuning fork
or an airplane fuselage, with enough energy input, multiple modes of flex will
result in unwanted movement of the structure.
For tools spun at high speed, the problem gets worse. Centrifugal forces
are set up by the imbalance of the rotating toolholder/tool assembly, which is
caused by imperfect mass distribution around the spin axis. Even a set screw
offset a few millimeters from center can cause a noticeable vibration at high
speeds. This centrifugal force (or more accurately, centripetal force) can be
expressed by a simple equation:
Centripetal force = mv2/r
Where m = the offset center of mass from the spin axis
v = rotational speed
r = radius of the toolholder/tool assembly
The math is simplified, but the key takeaway is that the forces trying to
gyrate the tool out of concentricity are proportional to the offset mass,
proportional to the square of the rotational speed and inversely proportional to
the radius of the toolholder.
It’s a perfect storm: double the spindle speed and the forces quadruple.
Since there’s no practical way to make the toolholder larger in diameter, the
key to control is to minimize the offset mass. The easiest way to achieve this
without dynamically balancing the assembly is to use intrinsically symmetrical
toolholders.
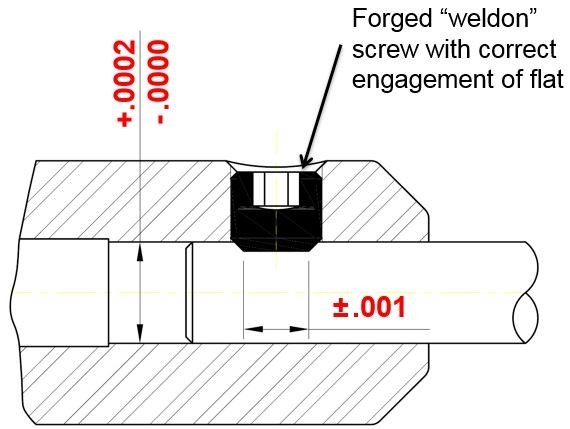
Side Lock? Slow Speed Ahead
 Traditional side lock end mill holders are
inexpensive, quick to set up and operate, but have several disadvantages. With a
TIR of .001”, poor vibration damping and weak gripping power, this traditional
toolholding method is restricted to roughing operations at low speeds.
Traditional side lock end mill holders are
inexpensive, quick to set up and operate, but have several disadvantages. With a
TIR of .001”, poor vibration damping and weak gripping power, this traditional
toolholding method is restricted to roughing operations at low speeds.

Shrink Fit: More Complex, But Better Performance
Shrink fitting tools would seem like the perfect toolholding technology:
full contact with strong clamping forces.
Shrink fit tools are a good choice for moderate to heavy milling and have
good speed capability, but the gripping forces are dependent on the tolerance
between the tool shank and the holder inside diameter. Heavy wall holders also
have superior gripping forces. Tool breakage is a frequent factor in overall
shrink fit tooling costs, since broken tool shanks can’t be removed from the
holder.

Set up time is necessarily slow with shrink fit systems as holders must be
heated and cooled before use. This adds safety considerations due to burn
hazards as well as the need to stock a large number of toolholders to maintain
productivity.
Runout is five times better than side lock clamping and high-speed
capability is excellent, but poor vibration damping characteristics means that
the full potential of high-speed milling is limited.
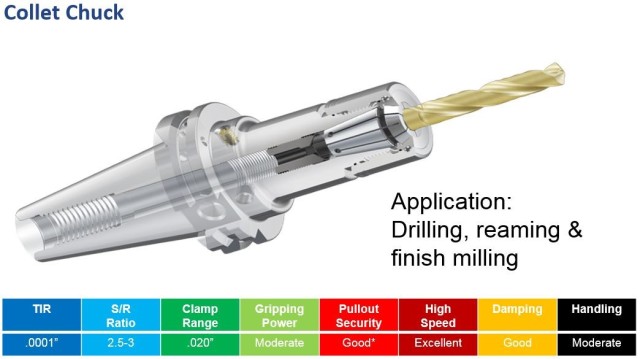
Collet Chucks: Old Idea, Great for High Speed Machining
Most machinists start their training by screwing collet chucks into manual
vertical knee mills.
Like a mechanical pencil, collet holding is simple, easy to understand and
can generate good wedging action for strong clamping. For more sophisticated
high-speed milling, however, there’s another advantage to collet-type clamping:
symmetry.
This natural static balance helps reduce the vibration problem at high
speeds, making collet chucks ideal for high feed/speed and finish milling.
Compared to shrink fit clamping, tool setup is easy, fast and doesn’t require
special fixtures or tools. Especially important is the runout characteristics of
collet clamping: twice as good as shrink fit and 10 times better than side
locking toolholders.
 Collets are essentially a series of concentric
wedges acting on the tool shank and like any wedge, the higher the applied
forces, the greater the force multiplication clamping the tool.
Collets are essentially a series of concentric
wedges acting on the tool shank and like any wedge, the higher the applied
forces, the greater the force multiplication clamping the tool.
To achieve this, the user frequently tightens the nut aggressively, which
can twist the collet:
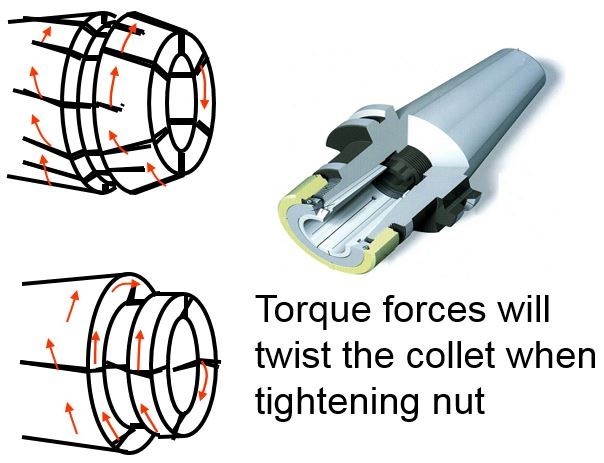
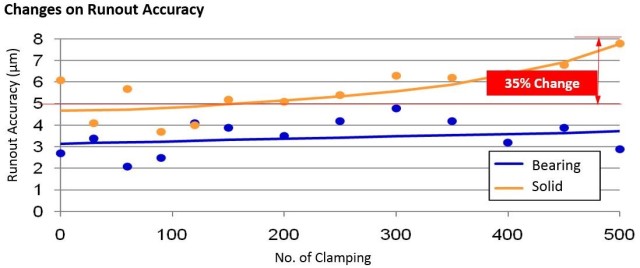
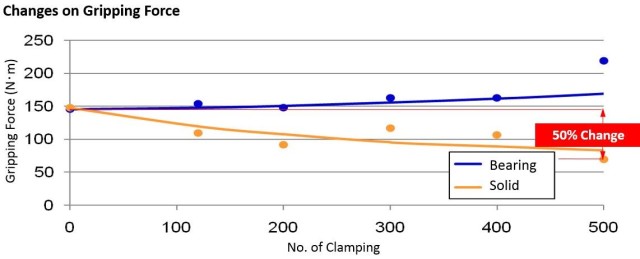
The answer? Ball bearing clamping nuts, which reduce the friction between
nut and collet to negligible levels:

This minimized collet distortion improves clamping and also has a positive
effect on runout:
Milling Chucks: All-Around Performance
For applications requiring fast tool changes combined with high grip
strength, milling chucks are a good solution.

Milling chucks operate by cam action of multiple rows of needle bearings to
apply consistent clamp forces on a collet.
The inclination of the needles is the key to the gripping force of a
milling chuck. Like a shallow taper wedge, each element trades off fast action
for a strong wedging effect. When combined with multiple elements in a multi-row
needle bearing, this gives ample gripping force over a large area of a tool
shank.
Larger tool diameters allow more needle bearing elements for even greater
clamping power. High retention force combined with a simple twist-to-lock
operation makes milling chucks ideal for general purpose operations. Runout,
however, is reduced compared to collet chucks, but is still better than double
the performance of side lock systems.
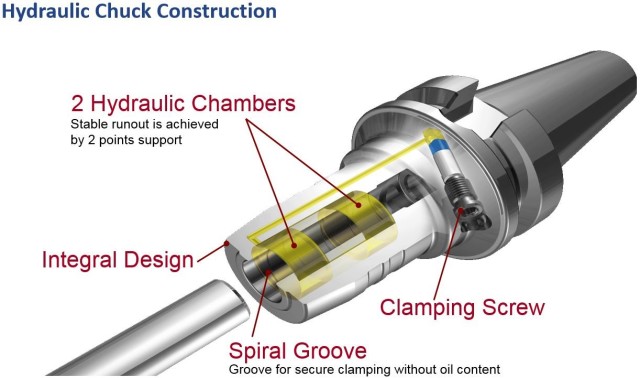
Hydraulic Chucks: Low Runout, Fast Tool Changing
Is there a way to combine the quick change capability of side locking
systems with the excellent runout and speed of collet clamping?
Hydraulic clamping offers both, with the added benefit of a wider clamping
range using straight collets.
The mechanical advantage of hydraulics offers consistent clamping force
with little operator-to-operator variation and without special fixtures or
tools. Hydraulics are ideal for finish milling, reaming and drilling
operations.
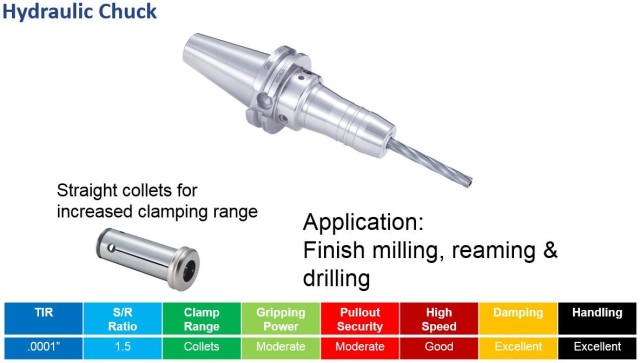
Hydraulic clamping combines the best of the other methods with outstanding
runout specs and is essential for precise, accurate finish work.
So which clamping method is ideal for your application? It depends on the
most critical attributes for your operation.
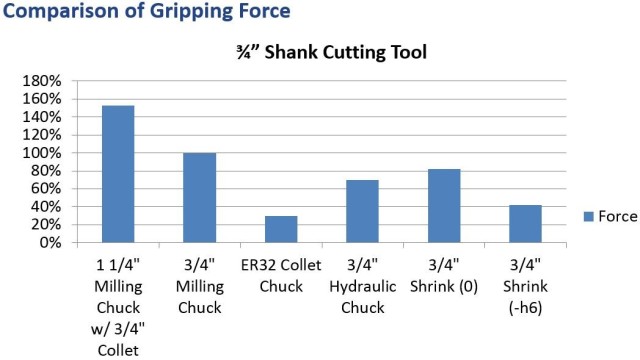
For precise work, a low TIR may be important. For multiple setups, quick
change capability may be essential for high productivity. Tool retention force
may be the weak link in a tough job. This chart shows the relative gripping
force for a typical ¾-inch shank cutting tool using each method:
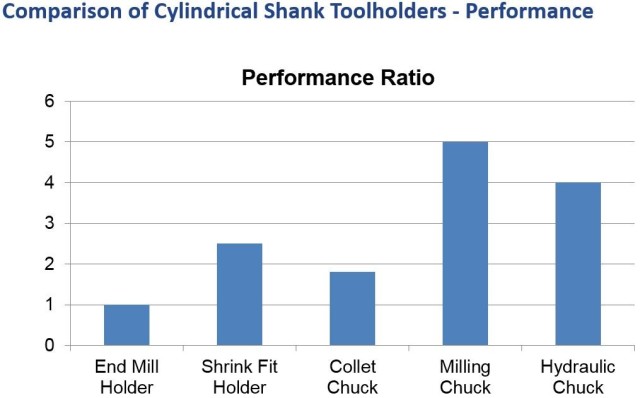
But grip force is only one parameter. The following chart shows the overall
performance ratio of each method with a standard end mill holder at a baseline
of one:
And in cost terms,
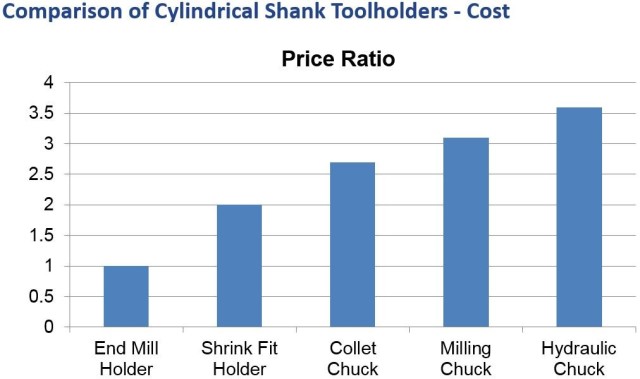
Which is best?
Again, it is highly task-specific and no single article can cover the full
range of problems and solutions associated with advanced toolholding for
high-speed milling.
A good toolholder manufacturer has trained personnel and technical
expertise that are as important as product price and performance to high
throughput shops. They’re a wealth of money saving knowledge and should be
consulted for demanding jobs.






